
A unique and single step Dispersed & Dissolved Hydrocarbons removal technology
Overview
Macro Porous Polymer Extraction (MPPE) is a highly effective technology for removing dissolved and dispersed hydrocarbons from water by means of liquid-liquid extraction.
The extraction liquid is immobilized in MPP particles applied in a packed bed.
The MPPE system is fully automated, requires minimal operator attention, uses no chemicals and produces no sludges or net off-gasses and is supplied with a guaranteed separation performance for the operational life of the unit.
MPPE Process Description
In the MPPE process, water containing hydrocarbons is passed through a column packed with MPPE particles. The Macro Porous Polymer particles contain a specific extraction liquid.

The immobilized extraction liquid removes the hydrocarbons from the water. Only the hydrocarbons, which have an affinity for the extraction liquid, are removed. The purified water can then either be reused or discharged.
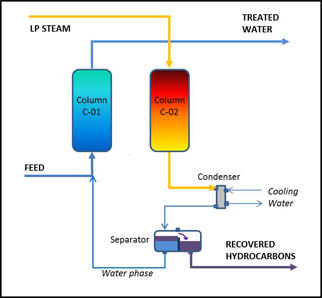
Periodical in-situ regeneration of the extraction liquid is accomplished by heating the media with low-pressure steam. The hydrocarbons contained in the extraction liquid are released as vapor and flow with the steam vapor thru a Condenser. The condensed hydrocarbons are separated from the condensed water in the Separator. The water phase of the Separator is returned to the feed of the MPPE unit
The almost 100% pure hydrocarbons phase is recovered, removed from the system and ready for use/reuse. The application of two columns allow continuous operation with simultaneous extraction and regeneration. A typical cycle is one hour of extraction and one hour of regeneration
MPPE features
The MPPE technology has the following unique features:
• High guaranteed reduction factor customized design from 90% - 99.99%
• Reduction factor independent of inlet concentration. Thus with a 99% design removal a feed of 100 ppm will be reduced to 1 ppm or when 1000 ppm still a reduction to 10 ppm will be achieved. Most technologies will not allow for 10x higher feed concentration and will have drastically reduced performance.
• The design removal rate can still be maintained with Feed higher than the design concentrations by reducing the flow. For instance a 10% lower flow a 50% higher Feed concentration can be accepted.
• Performance is not affected by constituents like surfactants, corrosion inhibitors, salts, pH range 3-9 etc.
• Turn up/down ratio e.g. 10% to 150% of design capacity.
• Batch wise operation; Immediate performance at start up.
• No waste stream (no use of chemicals), no net off-gas, low noise.
• 100% recovery of water and hydrocarbons (~ 100% pure for (re)use).
• Exchange of MPPE every 2-4 years. Spent MPPE material is cleaned off-site and made ready for reuse.
Applications
The MPPE technology has been applied in various industries like:
• Offshore & Onshore gas/condensate/(F)LNG Produced Water
• Hydrocarbon Processing Industry
• Chemical/Specialty chemical
• Pharmaceutical
• Coatings/Resins
• Electronic Industries
Major application has been the treatment of Gas Produced Water for Onshore LNG Plants, Offshore floating facilities and platforms. Due to the generally high BTEX concentrations, the highly dispersed oil in Gas Produced water and strict discharge requirements MPPE has proven to be an excellent solution for major companies like Shell, Total, Equinor, Woodside, Inpex, Vermilion.
Veolia has extensive experience in supplying units according to the high Oil & Gas specifications.

Groundwater remediation has also proven to be an economic and efficient application as MPPE provides a single step removal of hydrocarbons and/or halogenated hydrocarbons without the requirement of dissolved iron removal that is usually present in groundwater. Also in case of remote sites that require remote and unmanned operation MPPE is an excellent option.
Typical compounds that are removed by MPPE in groundwater remediation are: BTEX, PAH’s, Naphthalene, Dichloromethane, Dichloroethane, Vinylchloride, Trichloromethane, Trichloroethylene, MTBE,.

For Midstream and Downstream Oil & Gas wastewaters containing dispersed oils, aromatics or specific compounds that are (partially) dissolved hydrocarbons MPPE can be attractive option.
For instance Benzene, Vinyl and Styrene removal at Olefins or aromatics plants.
Pre-treatment by MPPE of toxic wastewater before feed to a Biotreater is a common application. MPPE removes the toxic content of the Wastewater leaving the biodegradable fraction to the Biotreater.
For instance a Speciality Chemicals plant has a high COD & BOD Wastewater also containing Trichloromethane, Toluene and Dichloromethane that are toxic to the biology. MPPE removes the toxic compounds (and their COD & BOD) protecting the Biotreater to have a stable operation and best achievable effluent.
Exotic compounds like THT (odor additive in natural gas), CS2, Dioxines, MTBE etc. have been removed by MPPE.
Note that MPPE can also be applied for recovery or concentration of compounds of interest like Limonene.


Applications
Process Description
A Macro Porous Polymer Extraction (MPPE) unit consists of two columns, containing a packed bed of MPPE material. One Column is in extraction mode, the other in regeneration (see figure). The MPPE media contain an immobilized extraction fluid that enables the extraction of hydrocarbons from the Feed water
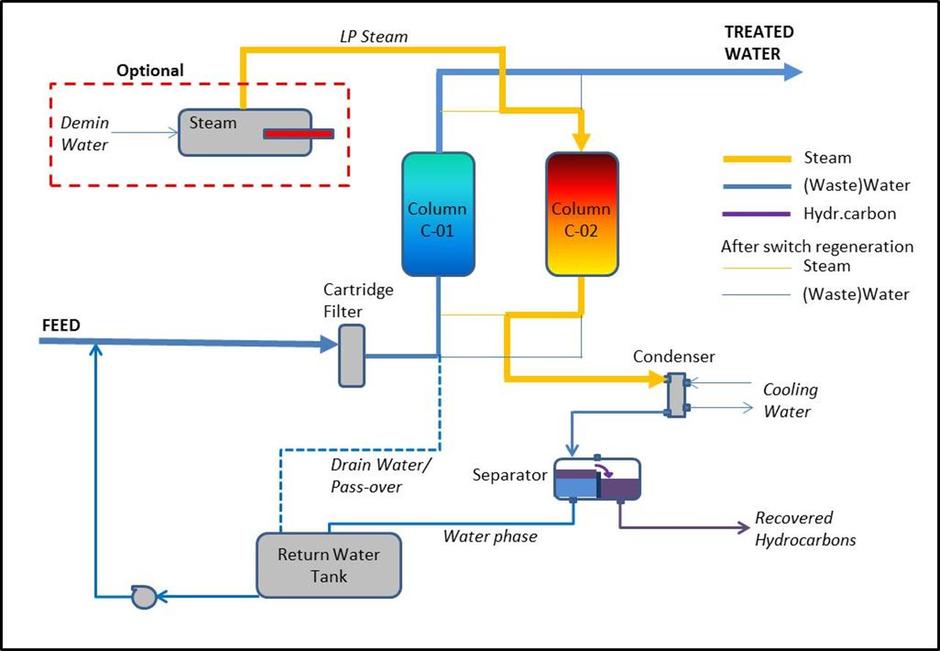
A cartridge filter protects the media from incidental off-spec solids. The MPPE-column C-01 is in operation and fed in up flow direction (blue line) . Column C-02 is in regeneration (yellow) and is heated up with Low-pressure steam. The temperature of around 102 C in the Bed is maintained for approximately 30 minutes. The extracted hydrocarbons contained in the media are forced out into the steam vapor. The vapor condenses in a water cooled condenser in a water and a hydrocarbon phase. Density differences between the condensed phases allow a final separation of hydrocarbons and water in the Separator.
When the regeneration has completed (normally 1 hour) the operation of the Columns is switched. The hot regenerated Column C-02 is fed with Feed Water which is led to the Column C-01 to be regenerated. This so-called Pass-over enables cooling down of the regenerated Column and pre-heating of the Column to be regenerated. As the Pass-over Water coming from the Column is hot and containing elevated levels of hydrocarbons it cannot be discharged. The pass-over Water is led to the Water Return Tank and gradually fed back with the Feed Water over the next operational phase. The switching of Columns does not interrupt the Feed. The discharge of treated water is interrupted for several minutes during the Pass-over step.
The process is fully automated, flow rate adjusted and requires no Operator intervention. The process has a Turn-down ratio up to 10% of the design flow rate. The process operates at very low noise levels.
New developments
The diversity in application and markets also comes with a diversity of research requests and new innovative developments. The R&D program of Veolia MPP Systems is focused on supporting Clients and serving the needs in the market.
Recent developments have extended the application of MPPE in multiple ways:
- Application of new types of media has resulted in ability to remove more polar components, like Isopropyl Alcohol (IPA) and Phenol from water.
- Application research has shown that MPPE can be applied in increasing the concentration of organics in diluted solutions for recovery and reuse.
- Investigations to treat troublesome components like PFOS, Pyrazole, intermediates from pharmaceutical industry.
Removed by MPPE
Important physical properties for determining the efficiency of MPPE:
1. Extractable by organic phase i.e. limited solubility in water. Partition coefficient >20; Kow/LogP >1.3
2. Volatile (to enable regeneration by heating the media).
Two physical properties that give an indication of volatility:
a) Boiling point. Generally below 180 C
b) Vapor pressure. Generally >1 mm Hg
Following compounds have been removed by MPPE
Polyaromatic Hydrocarbons
- PAHs (EPA 16): Acenaphtene, Acenaphthylene, Anthracene, Benz(a) anthracene, Benzo (b) fluoranthene, Benzo (k) fluoranthene, Benzo (ghi) perylene, Benzo (a) pyrene, Chrysene, Dibenz(a,h) anthracene, Fluoranthene, Fluorene, Ideno (1,2,3-cd) pyrene, Pyrene, Naphtalene Phenanthrene.
- Dibenzothiophene
- PCBs
Halogenated/Chlorinated Compounds
Chloroapthalene, Chlorobenzenes, Chlorobutadiene, Chloroethylene, Dichlorobenzene, Dichloro-di-isopropylether, Dichloroethane (1,1&1,2), Dichloroethylene, Dichloromethane, Dichlorophenol, Dioxins,
Hexachlorobutadiene, Hexachlorocyclohexane, Monochlorobenzene, Monochloromethane, Monochlorophenol, Tetrachloroethane, Tetrachloroethylene, Tetrachloromethane, Trichloroethane, Trichloroethylene, Trichloromethane, Trichlorophenol, Trichloropropane.
Aromatics:
• BTEX: Benzene, Toluene, Ethyl benzene, Xylene(s)
• Cumene
• Nitrobenzene
• Limonene
Aliphatics:
• Pentane-Decane-Dodecane etc.
• Gasoline Range Organics (GROs, C7- C10)
• Diesel Range Organics (DROs, C11-C27)
Others:
CS2, MIBK, MTBE, Decanol, Nonanol, Octanol, Tetrahydrotiophene (gas odour), Tetramethyltetrahydrofuran, Styrene.
Polar components:
Acetone, IPA, MEK, MTBE, THF, Phenol.
For the options of removal of other compounds please contact us
Build Types
Different customers have different demands in terms of technical specifications, quality, inspections & documentation requirements, space availability, location etc.
Veolia has built MPPE units ranging from the Micro-unit Lab scale pilot to a 20 m high >500 tons Module for Offshore application.
Veolia basically offers 3 types of build:
- Containerized units build according to typical European Industrial standards. With options like: remote control, ATEX certificate, steam boiler (and water softener), cooling equipment.
Feed flows ranging from 1 to 36 m3/h with sizing ranging from 20’ high cube sea container up to 2 stacked 40’ sea containers.

- Skid mounted units according to typical European Industrial standards. With options like: PLC/DCS control, remote control, ATEX certificate, steam boiler (and water softener), cooling equipment.
Feed flows ranging from 1 to 145 m3/h. The skid mounted units are highly standardized 3D designs with either 1”, 2”, 2.5”, 4” or 6” piping to accommodate the feed flow rate. The skids are bolted thus for on-site assembly but can also be supplied as single lift pre-assembled skids.
- Oil & Gas Onshore or Offshore Modules. Customized design and engineering based on a default standardized design either 1”, 2”, 2.5”, 4” or 6” piping to accommodate the required feed flow rate. Typically Single Lift structures with options like: steam generation, redundant MPPE columns and compliance with Client specific requirement.

Services
Performance Guarantee & related Service Contract (PGS)
A MPPE unit is delivered with an operational lifetime Performance Guarantee with related services, meaning that VWT Techno Center Netherlands B.V guarantees the removal efficiency over the lifetime of the MPPE unit.
This removal efficiency guarantee is covered in the Performance Guarantee and related Services (PGS) Contract. The PGS contract includes supply, replacement and return of the MPPE material, operations support, service and periodic control, access to new developments (process, automation, etc.)

The PGS contract will be closed with the End user (owner and operator) and includes the following:
• MPPE material supply / exchange / return
• Columns internals inspection
• Performance guarantee during lifetime operation
• Performance control and optimization (based on remote control facility)
• Operations support by remote control and local support
• Access to new developments / improvements
Veolia has stock of MPPE media in the Netherlands (production), USA and in Australia.
Test options
In some case it may be required to do a test with the wastewater either in the lab or with a Demo unit on site with live wastewater.
For a lot of hydrocarbons it is not required to do testing as we have a large library of compounds of which the removal rates are known. However in some case it may be other chemical substances or physical properties of a wastewater that may require a test.
We have the following options for testing:
- MPPE column test in the Netherlands
Initial test to demonstrate the removal and regeneration of the components from the waste water. Three analyses are required: Feed water sample, Treated water sample and Recovered condensate sample from regeneration.
Water sample size 25 to 50 liters.
Location test: MPP lab, the Netherlands.
- Micro unit testing in the Netherlands
The MPPE micro unit is a fully automated downsized MPPE unit which enables a duration test with a small feed flow rate and several regeneration cycles. The micro unit test is specifically of interest to evaluate fouling or (consistent) regenerability.
Approx. 20-25 samples are expected required.
Water sample needs to be 0.5 - 1 m3.
Location test: MPP lab, the Netherlands
- MPPE Demo Unit on site
Veolia has several Demo units available with feed flow rate ranging from 1 m3/h to 25 m3/h. The Demo units are housed in mobile Sea containers. Operation is fully automated and control and monitoring can be done remote (GSM or Internet cable). Demo units require power (380 - 415V) & cooling water. LP Steam and instrument air can be by client or as option by Veolia.
Most unit are ATEX certified for use in explosive atmospheres.
A Demo unit test gives more certainty on reproducibility of the results, can in some cases run on the full flow of the wastewater of interest and can make client familiar with the operation of the process

